Introduction
Efficiency in vehicle manufacturing is not only measured in terms of horsepower and speed, but also in how smoothly each component moves through the assembly floor. For one of the world's top automobile manufacturers, the attention shifted to a seemingly minor, but vital area: the door assembly line. As production goals increased, the firm realized that unless carrier flow and buffering strategies were optimized in this section, the overall assembly chain would be affected.
It was then that the client joined forces with Production Modeling India (PMI) to conduct a simulation study using AutoMOD, a discrete event simulation tool of great power. Objective: uncover concealed bottlenecks, maximize carrier deployment, and maximize overall throughput, all without physically disrupting current production.
Client's Challenge
• Identifying bottlenecks that were slowing the system
• Determining the ideal number of carriers (door hangers) to avoid under- or over-utilization
• Right-sizing buffers and mitigating flow interruptions
• Addressing routing inefficiencies that added unwanted travel time
With variant-based production and increasing daily targets, the system had to be both scalable and agile.
PMI's Simulation Study Streamlines the Door Assembly Line Process for a Leading Automaker in India Using AutoMOD
PMI’s Simulation-Based Approach
PMI approached the problem through detailed modeling and analysis:
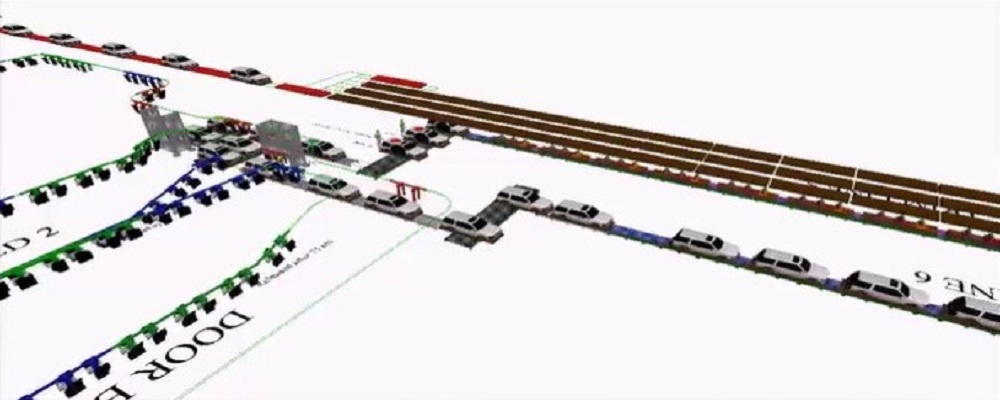
PMI designed the door assembly lines and main lines together in AutoMOD, integrating all the routing rules, buffer locations, and carrier interactions present.
PMI added simulated downtimes, layout changes, and buffer variations to see how the system would act under pressure. The effect of travel time limits and carrier loops was specifically targeted.
Key Findings and Recommendations
The simulation revealed key findings that would be hard to find otherwise:
Downtime Sensitivity: When certain vehicle models accessed the line, unloading station delays caused system-wide slowdown.
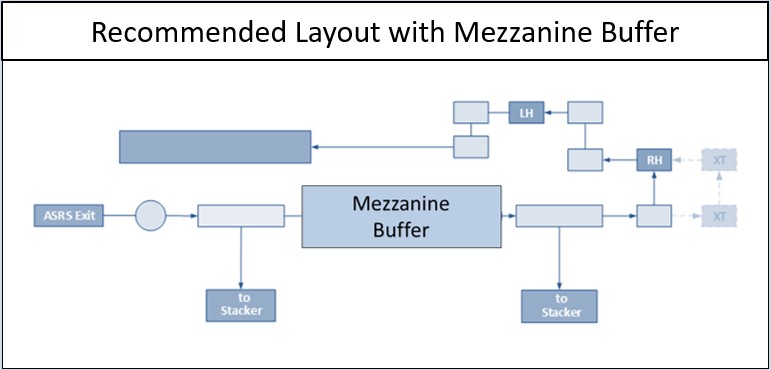
• Recommendation: Install a mezzanine buffer prior to the unloading station to buffer disruption and disengage downstream processes. This prevented backlogs in breakdown and provided steady flow.
Routing Constraint: There was a 3-minute travel delay from a routing path for a specific model, which created throughput fluctuations.
• Recommendation: Implement two extra cross transfers prior to the unloading station. This eliminated routing time and avoided carrier starvation in the following processes.
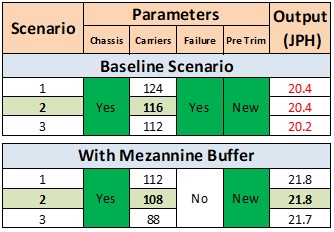
Carrier Optimization: Using dwell times and system occupancy analysis, PMI suggested an optimal number of hangers that kept the idle time to a minimum without overloading the buffer areas.
Conclusion
This study proved that even in high-volume, mature manufacturing setups, targeted simulation can lead to high-impact insights. PMI’s approach helped the client not only meet its increased production goals but also build resilience into its system—preparing the door assembly line for future demands with flexibility and precision.
With data-backed recommendations now implemented, the assembly line doesn’t just build doors, it opens them to smarter manufacturing.