Introduction
Expanding a factory is much more than installing new machines—it’s about reimagining how every piece of the system flows together. One of India's top tyre makers recently embarked on such a makeover, with the goal of doubling its production capacity. The company did this by implementing an integrated system of automation devices, which consisted of Electro Monorail Systems (EMS), Automated Storage & Retrieval Systems (ASRS), sophisticated conveyor systems, and gantry cranes.
Though the infrastructure overhauling was dazzling, the question lingered—whether the new system would function flawlessly with the stresses of real life? That’s where Production Modeling India (PMI) stepped in to simulate and validate the entire system using Tecnomatix Plant Simulation, helping the client identify weak spots and maximize return on investment.
Client’s Challenge
• Underutilization of capacity across key zones
• Production losses at critical transfer points
• Inventory pileups in intermediate buffers
• Difficulty maintaining sequence flow, especially with high product variety
With so many interconnected subsystems now in play, the company needed clarity on how to optimize operations, not just run them.
PMI’s Simulation Approach
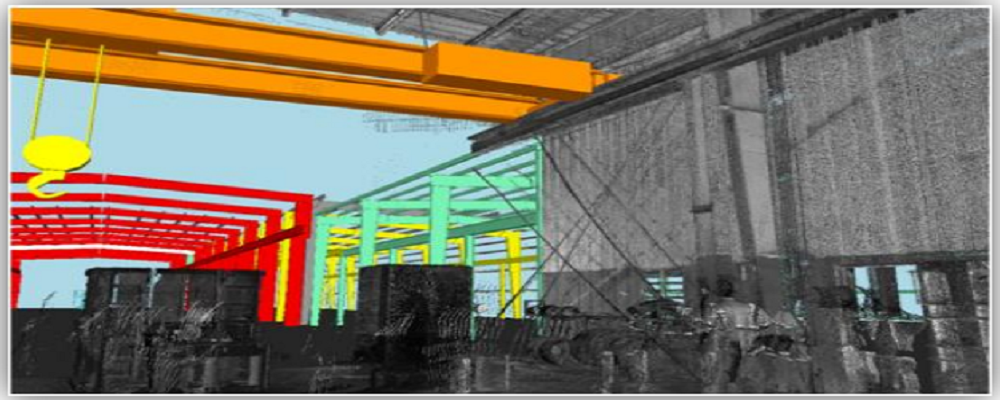
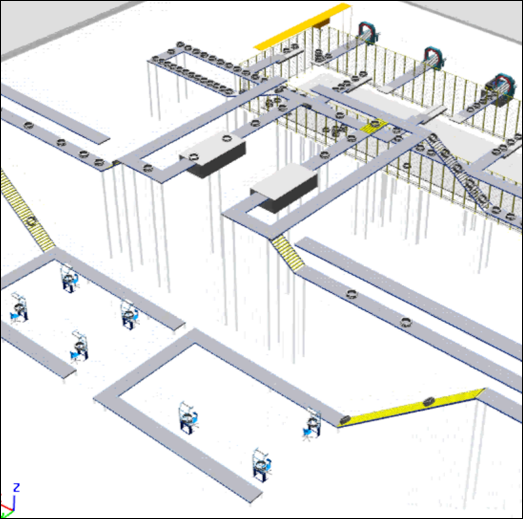
PMI performed a thorough simulation study that combined static analysis, 2D layout evaluation, and detailed 3D simulation modeling. The key systems analyzed included:
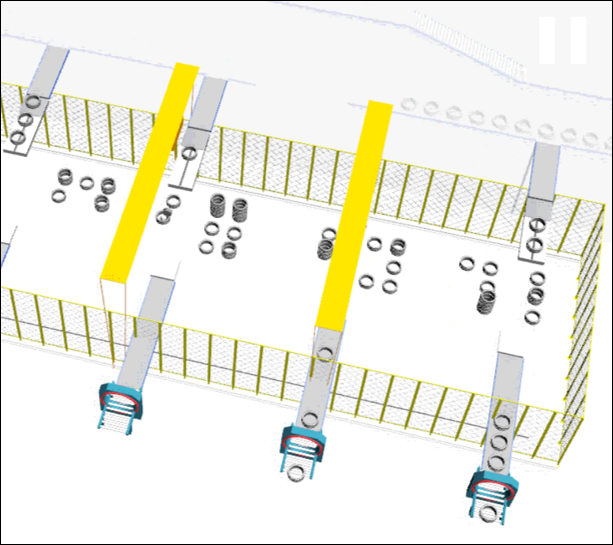
- EMS Loops with loading/unloading points and custom operating logic
- ASRS Facility with 7000-tyre storage capacity
- Gantry Crane System covering a 1500 sq. meter area, handling up to 6000 tyres
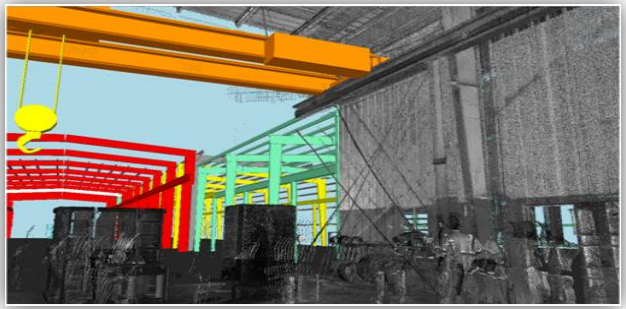
By replicating real-time operations in a virtual environment, PMI could accurately simulate flow conditions, buffer behavior, and system interdependencies.
Simulation-Driven Optimization of a Fully Automated Tyre Plant Expansion
Key Findings & Recommendations
The unloading stations in the EMS loop were a major choke point.
• Recommendation: Add an additional unloading station to distribute load—improved system throughput significantly.
The EMS carriers were operating under a single-tyre logic, limiting capacity.
• Recommendation: Shift to a two-tyre-per-carrier model—this boosted capacity by 25% and reduced the number of carriers needed by half.
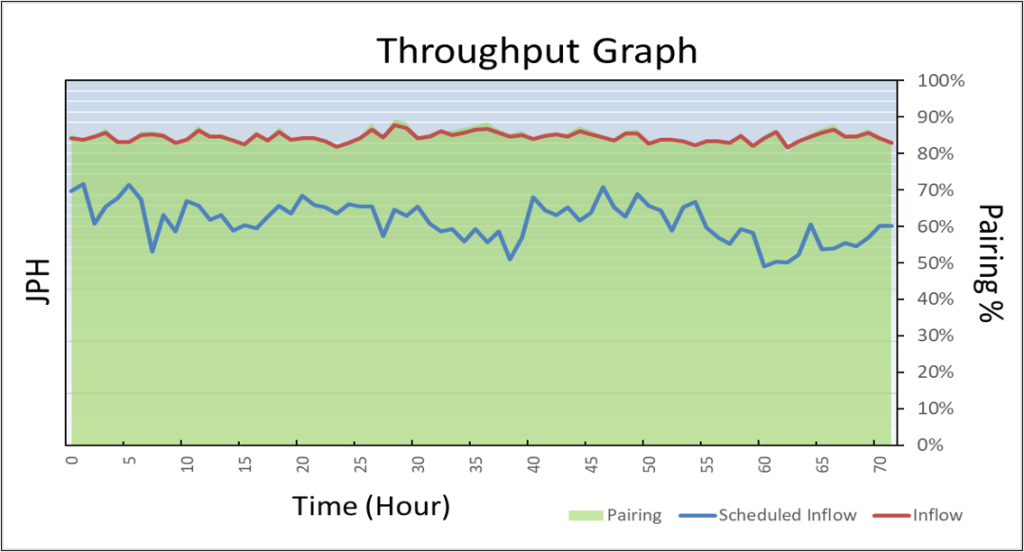
Tyres of different types were not arriving in usable pairs, leading to partial load processing.
• Recommendation: Modify upstream operations to ensure orders are not left unattended at unloading. This ensured better pairing and consistent ASRS utilization.
Conveyor flap logic caused mixing of tyre types, delaying gantry dispatch.
• Recommendation: Reprogram conveyor flaps and introduce a new buffer near inspection. This grouped similar tyres together before dispatch, reducing wait time and improving gantry efficiency.

Conclusion
Through simulation, PMI turned complexity into clarity. The client gained data-driven insights that reshaped not just machine usage, but the logic of the entire system. With precise adjustments, they were able to unlock the true potential of their expanded facility, achieving smarter flow, minimized waste, and production readiness at scale.